
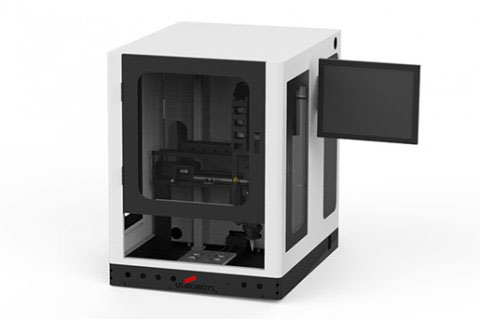
 ULS-231 桌面式精密激光锡焊
ULS-231 桌面式精密激光锡焊 ULS-81S旋转恒温精密激光锡
ULS-81S旋转恒温精密激光锡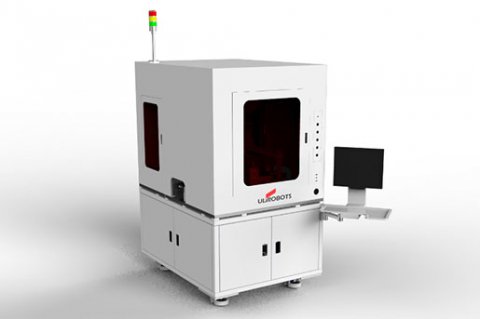 ULS-OL-81SP 在线式锡膏激光
ULS-OL-81SP 在线式锡膏激光 CR520双工位自动焊锡机
CR520双工位自动焊锡机
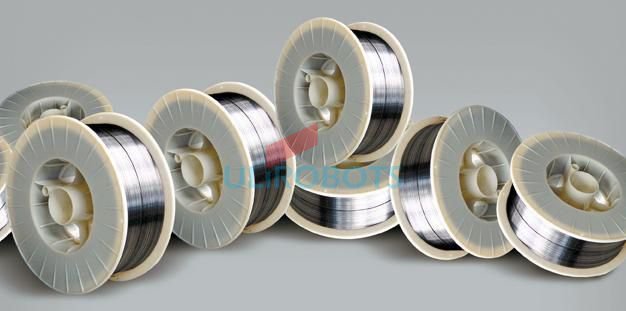
常用锡焊接材料 (Solder)
1.有铅锡焊料通用6337锡焊接为:63%锡(Sn)-37%铅(Pb) 比例组成的共晶焊锡。
2.无铅锡焊料的主要组成有:
锡(Sn)-铜(Cu)系列:锡(Sn)-0.75%铜(Cu)
锡(Sn)-银(Ag)系列:锡(Sn)-3.5%银(Ag)
锡(Sn)-银(Ag)-铜(Cu)系列
>锡(Sn)-3.5%银(Ag)-0.75%铜(Cu)
>锡(Sn)-3.0%银(Ag)-0.7%铜(Cu)
>锡(Sn)-3.0%银(Ag)-0.5%铜(Cu)
锡焊料的熔点及焊接温度
|
焊料种类 |
熔点 |
完全熔焊温度 |
|
|
有铅焊料 |
63%锡(Sn)-37%铅(Pb) |
183℃ |
205~215℃ |
|
无铅焊料 |
锡(Sn)-0.75%铜(Cu) |
227℃ |
230~260℃ |
|
无铅焊料 |
锡(Sn)-3.5%银(Ag) |
221℃ |
230~255℃ |
|
无铅焊料 |
锡(Sn)-银(Ag)-铜(Cu) |
217℃ |
230~250℃ |
锡焊料的熔点及焊接温度
1.无铅锡焊料的上锡能力较有铅锡焊料差。
2.无铅锡焊料的扩散性较差,扩散面积差不多是共晶锡焊料(有铅锡焊料)的1/3。
3.无铅锡焊料熔点较高,无铅锡焊料的熔点比一般的Sn-Pb共晶锡焊料高约34~44℃,所以烙铁的烙铁头温度设定也要比较高。
4.在使用无铅锡焊料时,有时较会造成烙铁头表面焦黑化,失去上锡能力而导致焊接作业中止。
助焊剂 (Flux)

助焊剂/焊剂(Flux)是一种利用化学方法清洁被焊金属表面以利于锡焊接(Soldering)进行的物质。锡焊接常用氯化铵或者松香。焊接点的金属表面在高温下很容易形成氧化层,使焊接材料(Solder)难以黏附在表面。助焊剂(Flux)在室温中稳定,在高温下具有很强的还原性,能够清除金属表面的氧化层,同时具有保护作用、阻止氧化反应的物质。此外,助焊剂在锡焊接(Soldering)过程中还能起到润湿剂的作用,促进焊接(Soldering)过程。
助焊剂(Flux)的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度。它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能.助焊剂性能的优劣,直接影响到电子产品的品质。
助焊剂(Flux)通常是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。焊接(Soldering)是电子组装(PCB Assembly)中的主要製造过程,助焊剂(Flux)是焊接时使用的辅助材料。松香在260℃左右会被分解。
使用助焊剂时,必须根据被焊工件的面积大小和表面状态适量使用,用量过小则影响焊接品质;用量过多,助焊剂残渣将会腐蚀元件或者使电路板绝缘性能变差。在锡焊接中,它是一种不可缺少的辅助材料,其作用极为重要。
